Самостоятельная фрезеровка дерева и древесины. Принципы работы ручного фрезера Отрегулировать глубину фрезерования то можно

 Live Journal
Live Journal Facebook
Facebook Twitter
TwitterСуществует разные типы ручных фрезеров, однако самым используемым и универсальным можно назвать ручной погружной фрезер, про работу которым, и написано ниже. Пластичное, совершенное по своей эстетичности дерево и универсальный ручной фрезер. Это сочетание позволяет получать изделия практически любых форм - от самых простых в виде прямых плоскостей, до самых сложных, подходящих скорее произведениям искусства, чем утилитарным вещам. Работа ручным фрезером по дереву представляет возможность в полной мере насладиться творчеством, создавая оригинальные, эксклюзивные изделия.
Виды работ выполняемых фрезером
Все операции, которые осуществляются с помощью ручного фрезера, можно условно разделить на несколько категорий.Фрезерование пазов, канавок, четвертей и прочих углублений в заготовке, которые могут располагаться как вдоль, так и поперек слоев, быть открытыми (выходить на кромку) или закрытыми. За некоторыми исключениями эти формы выполняют определенные конструктивные функции - чаше всего образуют разъемные и неразъемных соединения.
Фрезерование кромок - профилирование. Используется для производства погонажных профильных изделий (карнизов, плинтусов, наличников, штапиков и т.п.), а также при оформлении интерьеров, изготовлении мебели и разного рода поделок. Эти элементы помимо функциональной несут и декоративную нагрузку.

Фрезерование сложных поверхностей и контуров при создании оригинальной мебели, эксклюзивных интерьеров и изготовлении изделий различного назначения, претендующих на художественную изысканность. При этом широко применяются шаблоны, позволяющие копировать повторяющиеся сложные формы с большой точностью, делая их практически полностью идентичными.

Фрезерование специальных элементов , несущих чисто функциональную нагрузку. Это пазы и отверстия под навесы и замки, шипы и т.п. При серийном производстве эти элементы выполняются специализированными фрезерами (присадочными и пр.). Но в быту с ними вполне успешно справляются универсальные ручные фрезеры.


Чтобы придать изделию определенную форму, необходимо обеспечить точное позиционирование фрезы относительно заготовки в трех координатах. Положение инструмента в вертикальном положении обеспечивается механизмом погружения, который перемещает двигатель с фрезой по вертикальным направляющим станины и стопорит его в нужном положении по высоте.
Позиционирование в горизонтальной плоскости может обеспечиваться различными путями. С помощью направляющего подшипника, закрепляемого на фрезе, или направляющей втулки, крепящейся к опорной поверхности фрезера, а также множества специальных приспособлений, поставляемых с фрезерами и приобретаемыми самостоятельно или изготавливаемыми своими руками. Имеется большое количество руководств и рекомендаций, описывающих, как работать фрезером, используя эти приспособления, одно из них читайте .
При использовании фрез с направляющим подшипником, последний катится по кромке обрабатываемой детали или шаблона, расположенного ниже или выше заготовки, обеспечивая таким образом определенное расстояние между фрезой и деталью. Фрезы, имеющие направляющий подшипник и обрабатывающие кромки деталей, называются кромочными. Они используются только для обработки краев заготовок. Существуют разные формы кромочных фрез.

Профильные фрезы (а и б) придают кромке различные фигурные профили, несущие декоративную нагрузку.
Конусная фреза (в) предназначена для скашивания кромки под углом 45°.
Калевочная фреза (г) используется для закругления кромок. Она формирует профиль в четверть окружности и бывает разного размера с радиусом круга 3-16 мм.
Дисковая фреза (д) вырезает в заготовке горизонтальный паз различной глубины и ширины.
Фальцевая фреза (е) используется для фрезерования четвертей, исполняющих самую различную функцию.
Галтельная фреза (ж) используется для получения галтелей на кромке. Ее используют для придания краям декоративности.
Фрезы без направляющих подшипников, называемые пазовыми, предназначены для обработки заготовки в любом месте. Их применение требует использования приспособлений (про фирменные и самодельные приспособления для ручного фрезера читайте ), обеспечивающих позиционирование фрезы в горизонтальной плоскости.

Прямоугольная пазовая фреза (а) является, пожалуй, наиболее используемой. Она применяется для фрезерования пазов, обеспечивающих соединение деталей - как неразъемное, так и разъемное.
Галтельная фреза (б) создает в заготовке полукруглые пазы или канавки, исполняющие часто декоративные функции.
V-образная фреза (в) образует паз со стенками, расположенными под углом в 45°. Если внедрить фрезу на большую глубину, получится паз с вертикальными краями. С помощью V-образной фрезы вырезают буквы и различные украшения.
Фреза "ласточкин хвост" (г) используется обычно в мебельном производстве при устройстве открытых и скрытых шиповых соединений.
Крепление фрезы в цанге фрезера
Установка фрезы может производиться как в двигателе, вынутом из станины, так и находящемся в ней. Она осуществляется в такой последовательности:- Фрезер укладывается набок.
- Шпиндель фиксируется от проворота - в зависимости от конструкции фрезера, гаечным ключом или кнопкой-фиксатором.
- Отпускается (если она навернута на цангу) или навертывается зажимная гайка цанги.
- В зажимную цангу вставляется хвостовик фрезы до упора или, по крайней мере, на 20 мм.
- С помощью гаечного ключа (если шпиндель фиксируется гаечным ключом, то потребуется второй ключ) затягивается зажимная гайка, шпиндель расстопоривается.
При отсутствии в цанге фрезы, зажимная гайка не должна затягиваться. Это может привести к повреждению цанги .
Работа с фрезером предполагает выполнение различных наладочных операций. Одной из основных является установка глубины фрезерования. Она может незначительно отличаться у фрезеров разных моделей, но принцип ее у всех погружных фрезеров остается одним и тем же. Суть настройки состоит в том, что при достижении фрезой требуемой глубины, ограничитель погружения упирается в револьверный ступенчатый упор и исключает дальнейшее погружение фрезы.
Установка глубины фрезерования: 1 - револьверный упор, 2 - ограничитель глубины погружения, 3 - винт стопорения ограничителя глубины, 4 - ползунок ограничителя, 5 - механизм тонкой настройки, 6 - шкала погружения, 7 - фиксатор шпинделя для установки фрезы.
Операция выполняется в следующем порядке:
- Фрезер устанавливается опорной поверхностью на обрабатываемую деталь.
- Револьверный упор, который задает глубину погружения, устанавливается самым низким своим упором напротив торца ограничителя.
- Освобождается винт стопорения ограничителя, в результате чего последний обретает способность свободно перемещаться в своих направляющих.
- Осуществляется разблокировка механизма погружения (опускания) фрезера.
- Двигатель медленно опускается вниз до касания фрезой детали.
- Механизм опускания двигателя снова блокируется.
- Ограничитель глубины опускается до касания самого низкого упора.
- Ползунок ограничителя устанавливается на "0" шкалы погружения.
- Ограничитель поднимается до того положения, при котором его ползунок показывает на шкале погружения то значение глубины фрезерования, которое требуется установить. Эту операцию можно осуществлять поднимая и опуская ограничитель рукой (грубая установка) или с помощью механизма тонкой настройки (точная установка).
- Винт стопорения ограничителя зажимается, фиксируя ползунок в установленном положении.
- Механизм погружения разблокируется, и фреза вместе с двигателем поднимается вверх.
Теперь, если опустить двигатель с фрезой в самое нижнее положение (до соприкосновения торца ограничителя с самым коротким штырем револьверного упора), фреза внедрится в заготовку на ту глубину, значение которой выставлено на шкале.
Если фрезеровка производится на большую глубину, ее нужно осуществлять поэтапно. Это делается с помощью поворота револьверного упора таким образом, чтобы ограничитель глубины во время первых проходов упирался вначале в более высокие упоры, и лишь в заключительном проходе - в самый низкий упор.

Выбор режима скорости вращения фрезы
В отличие от перфораторов, шуруповертов и дрелей скорость вращения фрезы относительно высока - обычно свыше 10000 об/мин. Это объясняется тем, что чем быстрее вращается фреза, тем чище получается поверхность среза. Однако слишком высокие скорости тоже нежелательны, поскольку обрабатываемая поверхность может обугливаться, а чрезмерно возрастающие центробежные силы - особенно при использовании фрез большого диаметра - привести к поломкам. Поэтому скорость вращения фрезы регулируется в определенных пределах в зависимости от обрабатываемого материал и диаметра фрезы.На самом деле чистоту обрабатываемой поверхности определяет не скорость вращения фрезы, а линейная скорость перемещения режущей кромки относительно материала. Чем больше диаметр фрезы, тем выше линейная скорость. Поэтому при использовании фрез большого диаметра скорость вращения устанавливается меньше. Например, для фрезы диаметром 10 мм скорость должна быть от 20000 об/мин и выше, для фрезы диаметром 40 мм - 10000-12000 об/мин. Конкретные значения задаются в инструкциях по эксплуатации. Скорость вращения обуславливается также и твердостью обрабатываемого материала. Чем выше твердость, тем меньшим должно быть число оборотов фрезы.
После длительной работы на низких оборотах, фрезер следует включать на несколько минут на максимальных оборотах на холостом ходу для охлаждения двигателя .
Направление вращения фрезы
Направление вращения фрезы может быть попутным или встречным. При первом режущая кромка фрезы движется относительно материала в направлении, противоположном движению фрезера (кромка врезается в черновую поверхность доски и выходит на дне фрезеруемого паза). При встречном фрезеровании кромка фрезы движется в одном направлении с движением фрезера (врезание начинается в глубине паза). Правильным является встречное фрезерование, попутное применяется только в исключительных случаях - при обработке кромок, в которых расположение волокон приводит к отщепам. Этот способ считается небезопасным, поскольку может привести к вырыванию фрезера из рук.
Фрезерование
Фрезерование деталей ручным фрезером, как правило, связано с использованием различных приспособлений обеспечивающих точное положение фрезера. Поэтому приемы фрезерования рассматриваются в статье Приспособления для фрезерования , описывающей не только фирменные приспособления, но и сделанные своими руками.Перед началом фрезерования должно быть выполнено следующее:
- Закреплена фреза в цанге.
- Установлено подходящее для данной работы число оборотов двигателя.
- Настроена требуемая глубина фрезерования с помощью ограничителя погружения (при работе с погружными фрезами) или зафиксировано определенное значение вылета фрезы по отношению к подошве (при работе с кромочными фрезами).
- Установлен направляющий подшипник или кольцо (при работе с кромочными фрезами) или иное приспособление, обеспечивающее необходимую траекторию фрезы. При этом должна задаваться оптимальная толщина среза - как правило, не более 3 мм.
Приемы работы ручным фрезером несколько различаются в зависимости от того, в каком режиме осуществляются работы. Но в любом случае фрезер устанавливается на основание - обрабатываемую деталь или вспомогательную поверхность. Направляющий элемент фрезера (подшипник, кольцо, кромка подошвы или иная поверхность) прижимается к направляющей кромке (детали, рейке или шаблону), после чего производится включение двигателя и начинается сначала погружение фрезы (если используется погружной режим), затем плавное равномерное движение фрезера по траектории, задаваемой направляющим элементом.
Основные меры безопасности при работе с фрезером
Меры безопасности подробно описаны в инструкции по эксплуатации к фрезеру. К наиболее важным, которые знать просто жизненно необходимо, относятся следующие:- Крепление фрезы и настройку фрезера нужно осуществлять при выдернутом из розетки шнуре питания.
- Работа ручным фрезером требует внимательности и концентрированности. При фрезеровании необходимо устойчиво стоять на ногах и прочно держать фрезер в руках. Нельзя работать, будучи усталым, рассеянным или нетрезвым. Это может привести к вырыванию фрезера из рук и серьезной травме.
- Обрабатываемая деталь должна быть прочно закреплена, в противном случае ее может сорвать фрезой с места и бросить с большой силой и скоростью.
- Во время соприкосновения фрезы с материалом, нужно быть особенно осторожным во избежание так называемого обратного удара - эффекта, когда фреза ударяет по материалу и получает ответный реактивный удар, могущий привести к вырыванию фрезера из рук, его поломке или травме. Чтобы обратного удара не произошло, нужно прочно держать фрезер в руках, надежно прижимать его к основанию и плавно перемещать инструмент. Толщина срезаемого слоя не должна быть слишком большой - не более 3 мм.
- Одежда не должна иметь болтающихся элементов - таких, которые могут намотаться на фрезу.
- Нужно избегать вдыхания мелкой пыли, возникающей при фрезеровании. Она вредна для легких. Пыль можно отсасывать пылесосом или можно пользоваться респиратором.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Обработка пиломатериалов, врезка петель, изготовление технологических отверстий и выемок, резьба по дереву — все это может такое устройство как фрезер. Причем это могут не только профессиональное оборудование, но и относительно недорогие ручные экземпляры. Но работа ручным фрезером по дереву требует знания некоторых приемов и правил. Обо всем этом — в статье.
Что такое фрезер и для чего он нужен
Фрезер — это устройство для обработки дерева или металла. Они обрабатывают плоские и фасонные поверхности, формирует также технологические выемки — паз, гребень, выемки под установку петель и т.п. По способу установки есть стационарные станки (есть разных типов для выполнения разных операций), а есть ручные фрезеры. Ручные электрофрезеры — универсальный инструмент, который позволяет проводить любые операции. Для смены операции всего лишь надо поменять насадку — фрезу и/или ее расположение на детали.
Станки используются в основном при массовом производстве. В них фреза установлена неподвижно, а движется заготовка — по определенной траектории. При работе ручным фрезером ситуация противоположная — закрепляют неподвижно заготовку, двигают фрезер. При обработке больших объемов одинаковых деталей удобнее закрепить ручной фрезер на горизонтальной поверхности, сделав нечто похожее на фрезеровальный станок.
Самодельный фрезеровальный станок — горизонтальная плоскость с отверстием посредине, к которой снизу крепится ручной фрезер
Есть много различных видов фрезеровальных станков, но для домашнего мастера или для полупрофессионального использования больше подходят универсальные. В них устанавливаются различные фрезы и специальные приспособления, что позволяет выполнять любые операции. Просто для их выполнения требуется больше времени и сноровки, чем на специализированном станке.
Что можно сделать при помощи ручного фрезера:

Подобные операции используются в столярном деле, при производстве и сборке мебели. Даже врезать замок или петли на двери — это тоже может ручной фрезер. Причем сделает это намного быстрее и элегантнее, чем аналогичные операции, но выполненные при помощи ручного инструмента.
Подготовка к работе и уход
Чтобы разобраться с принципами работы с ручным фрезером, желательно иметь хотя бы общее представление о его строении и о назначении частей.
Строение и назначение основных узлов
Состоит ручной электрофрезер из корпуса, в котором спрятан мотор. Из корпуса выступает держатель, куда вставляются цанги. Цанги — это небольшие переходники, которые позволяют использовать фрезы с хвостовиками разного диаметра. В цангу вставляется уже фреза и затягивается прижимных болтом (на некоторых моделях фиксируется кнопкой).

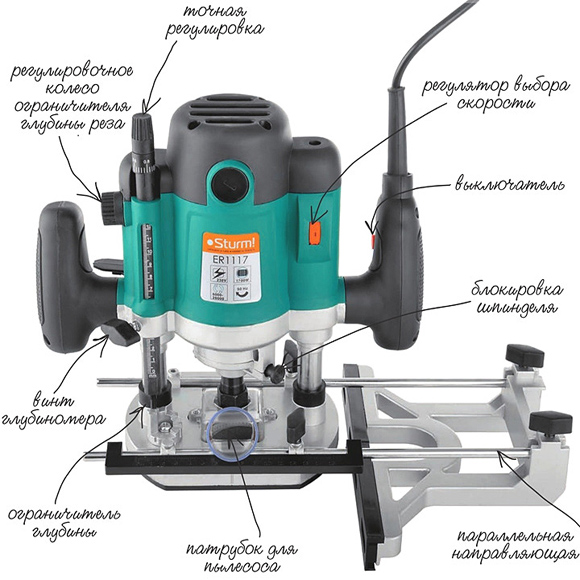
Основные узлы ручного фрезера и их назначение
Еще одна важная деталь ручного фрезера — платформа, которая соединяется с корпусом при помощи двух штанг. Платформа обычно сделана из металла. На нижней стороны платформы имеется плита скольжения. Она выполнена из гладкого материала, который обеспечивает плавность хода инструмента при его перемещении по детали.
Настройка параметров работы фрезера происходит при помощи:
- Ручки и шакалы настройки глубины фрезерования. Шаг настройки — 1/10 мм.
- Регулировка числа оборотов. Изменяет скорость вращения фрезы. Для начала стоит попробовать работать на малых или средних оборотах — так проще на первых порах вести инструмент.
Также обязательно на корпусе есть кнопка включения/выключения, может быть еще кнопка блокировки. Вот, вкратце все узлы. Кроме этого есть еще довольно удобный в работе параллельный упор. Он может быть простым или с возможностью подстройки — можно немного сдвинуть режущую часть вправо или влево.
Уход
С завода оборудование идет в смазке, так что в принципе, никаких дополнительных операций не требуется. Но поддерживать оборудование в чистоте необходимо — надо почаще счищать пыль, менять при необходимости смазку. Смазка нужна для подвижных частей — направляющих. Можно использовать жидкие аэрозольные смазки (предпочтительнее), но можно и обычные консистентные типа «Литол». Но, при использовании густых смазок, придется их периодически удалять, так как налипает стружка и пыль, работать становится сложно. При использовании легких аэрозольных составов налипания практически нет.
Для того чтобы подошва легко скользила, можно смазывать ее силиконовой смазкой. Особенно это пригодится при работе с шаблонами. Тогда инструмент буквально скользит, идет плавно и без рывков.
Скорость вращения
Работа ручным фрезером по дереву, композиту, фанере и т.д. начинается с выставления основных параметров. Сначала выставить надо скорость вращения. Она подбирается в зависимости от выбранной фрезы и жесткости материала и характеристик фрезера, так что точные рекомендации надо искать в инструкции по эксплуатации.

Примерная скорость обработки при использовании разных фрез
Закрепление фрезы
Далее устанавливается фреза. На большинстве фирменных фрез есть метки, по которым можно ориентироваться. Если же их нет, то минимально надо зажимать не менее 3/4 длины хвостовика (цилиндрической части). Вставляете фрезу на требуемую глубину (если надо, предварительно установив цангу — патрон-переходник для разных диаметров фрез), закрепляете вал, рожковым ключом затягиваете до упора (но не перетяните).

Работа ручным фрезером по дереву и другим материалам начинается с установки фрезы
Если модель простая, нужны два ключа. В них не предусмотрен механизм блокировки вала, вторым ключом надо будет его держать. В аппаратах среднего класса есть кнопка блокировки. Зажав ее, рожковым ключом затягиваете фрезу. В дорогих моделях кроме блокировки, есть трещотка, по которой можно ориентироваться.
Установка глубины фрезерования
Каждая модель ручного фрезера имеет определенный вылет — это максимальная глубина, на которую этот агрегат способен обработать материал. Глубина фрезерования далеко не всегда требуется максимальная, тогда требуется ее подстройка. Даже если фрезеровать надо на большую глубину, чтобы не нагружать слишком фрезу и агрегат, можно разбить ее на на несколько уровней. Для этого существует револьверный упор. Это небольшой диск под штангой с некоторым количеством упоров разной высоты — ножек. Количество ножек — от трех до семи, причем больше — не значит лучше. Намного удобнее, если есть возможность подстройки высоты каждой ножки. Вот это показывает классность оборудования. Для закрепления револьверного упора в нужном положении есть фиксатор, выполненный обычно в виде флажка.
Выставление глубины фрезерования на ручном фрезере происходит в несколько этапов:
- Инструмент ставят на ровную поверхность, освобождают зажимы, рукой нажимают чтобы фреза уперлась в поверхность.
- Освобождают револьверный упор, открутив его фиксатор.

Выбираем ножку револьверного упора
- В зависимости от того, какая глубина фрезерования нужна, выбирают ножку револьверного упора. Диск с ножками поворачивают в нужное положение.
- Винт не фиксируют, а придерживают планку пальцем, перемещают подвижный указатель так, чтобы он совпал с нулем (на фото выше).
- Штангу поднимают до отметки глубины фрезерования, после чего опускают фиксатор револьверного упора (на фото ниже).

Выставляем глубину на шкале
Теперь, при установке на заготовку и нажиме на верхнюю часть, фреза войдет в деталь на выставленное расстояние.

Теперь обрабатываться будет заготовка на нужную глубину
На хороших фрезерах есть колесико точной регулировки глубины фрезеровки. Оно позволяет не сбивая настройки (не требуется повторять всю операцию) откорректировать глубину, пусть и в небольших пределах (на фото выше это зеленое колесико).
Фрезы для ручного фрезера
Фрезы — это режущий инструмент, который обрабатывает и формирует поверхность. Состоят они из цилиндрической части, которая зажимается цангами в держателе агрегата, и режущей части. Цилиндрическая часть может быть разного диаметра. Выбирайте такой, цанга под который есть в вашем аппарате. Форма и расположение ножей режущей части определяет тот вид, который получает древесина после обработки. В некоторых фрезах (для кромок) есть упорный ролик. Он задает расстояние от режущей поверхности до обрабатываемого материала.

Работа ручным фрезером по дереву предполагает наличие некоторого количества фрез. Это — малая часть того, что существует
Делают фрезы из разных металлов и сплавов. Для обработки мягкой древесины — сосны, ели и т.п. — используют обычные насадки (HSS), для жестких пород — дуб, бук и другие — из жестких сплавов (HM).
Каждая фреза имеет определенный ресурс и максимальную скорость, на которой обеспечивается нормальная работа с минимальным биением. Превышать рекомендованную скорость не стоит — это может стать причиной поломки фрезера. Также нет смысла точить фрезу, если она затупилась. Делают это на специальном оборудовании (стоимостью около 1000$), где можно задать требуемый угол заточки. Вручную ничего путного не получится. Так что затупившиеся проще (и дешевле) заменить, так как стоят они относительно немного.
Популярные виды
Есть некоторое количество типов насадок для фрезера, которые используются чаще всего.

Есть фрезы простые, сформированные из единого куска металла, есть наборные. Наборные имеют хвостовик — основу, некоторый набор различных режущих плоскостей, набор шайб разной толщины. Из этих деталей можно самостоятельно сформировать требуемый рельеф.

Наборная фреза — комплект из нескольких режущих поверхностей и шайб, из которых можно сделать фрезу требуемой формы
Это наиболее популярные виды фрез, но на самом деле их очень много. Кроме разного диаметра хвостовиков, есть различные диаметры режущих поверхностей, их высота, расположение ножей друг относительно друга и т.д. Вообще, для фрезеровки своими руками, требуется обычно около пяти наиболее ходовых фрез. Они обычно присутствуют постоянно, а остальные докупаются под конкретные виды работ.
Принципы работы с ручным фрезером
Элеткрофрезер — довольно опасная штука — вращающиеся с высокой скоростью острые режущие части могут нанести нешуточные ранения, да и летящая из-под инструмента стружка тоже. И хоть на большинстве моделей имеется защитный щиток, Отражающий основной поток стружки, защитные очки не помешают. Так что работа ручным фрезером по дереву требует внимания и концентрации.

Одна из моделей — с подключенным пылесосом для удаления стружки
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:

Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).
Обработка кромки — работа с шаблоном
Обработку кромки обычной доски проще и быстрее проводить на рейсмусе, но если его нет, ручной фрезер тоже справится, вот только займет это больше времени. Есть два способа: без шаблона и с шаблоном. Если это первый опыт работы с фрезером — лучше использовать шаблон. При обработке кромок досок нужны прямые кромочные фрезы, причем, скорее всего, понадобятся две — с подшипником в начале и в конце режущей части (на фото).

Для обработки кромки — сделать ровную поверхность
В качестве шаблона можно использовать уже обработанную доску или, например, строительное правило. Длина шаблона должна быть немного больше длины заготовки — на 5-6 радиусов фрезы с каждой стороны. Это даст возможность избежать «нырка» фрезы в материал в начале и в конце. Один важный момент: горизонтальная плоскость (перпендикулярная обрабатываемой) должна быть ровной. В всяком случае ее кривизна не должна быть больше, чем зазор между подшипником и режущей частью, иначе фреза будет задевать шаблон, а это очень нехорошо — он становится неидеальным и нанесенные неровности отобразятся на других копиях.
Если ширина детали не более длины режущей кромки
Режущая часть у фрез есть разной длины, но чем больше режущая часть, тем сложнее работать — больше усилий приходится прилагать для удержания агрегата. Потому проще начинать с работы средним резаком. Порядок обработки кромки фрезером (с шаблоном) такой:
- Шаблон устанавливаете так, чтобы он задавал требуемую ровную поверхность — отступив нужное расстояние от края.
- Заготовку с шаблоном надежно крепят к столу или любой другой горизонтальной поверхности.
- Устанавливают фрезу с роликом в средней части. Ее выставляют так, чтобы ролик катился по шаблону, а режущая часть — по детали. Для этого фрезе устанавливают на закрепленную заготовку с шаблоном, ставят отключенный от сети фрезер, корректируют положение насадки, зажимают ее.
- Устанавливают фрезу в рабочее положение — опускают корпус, зажимают.
- Включают ручной фрезер, ведут им по шаблону. Скорость движения определяется глубиной обработки. Вы все почувствуете сами.
- А как вести фрезер? Тянуть или толкать? Зависит от того, с какой стороны вы стоите. Если заготовка слева — толкаете, если справа — тянете. Можно также ориентироваться по вылету стружки — она должна лететь вперед.
На этом, собственно все. После того, как закончили проход, оцениваете результат, снимаете струбцины.
Это, кстати, еще способ снять четверть по краю заготовки или в какой-то ее части. Для снятия четверти выставляете режущую часть так, чтобы обработка была заданной глубины.

Снятая четверть на мебельном фасаде
Сменив фрезу на фигурную (галтельную) и сместив шаблон или используя идущий в комплекте упор, можно нанести на заготовку продольный рисунок (на фото ниже).

Принцип работы с ручным фрезером тот же
В общем, эта техника фрезерования довольно удобная. Для первых шагов в деревообработке — это лучший способ «набить руку», дальше можно будет ровнять кромки даже без направляющих.

Ровная кромка без направляющей требует опыта
Ширина больше длины режущей части
Что делать если толщина заготовки не более длинны режущей части фрезы? В этом случае работа ручным фрезером по дереву продолжается:

Вот теперь кромка полностью обработана с одной стороны. Если надо — повторяете со второй стороной. А вообще, чтобы освоить работу ручным фрезером по дереву, потребуется несколько «черновых» заготовок. Выбирайте из тех, что не жалко выбросить — на первых порах косяков будет много, потом постепенно научитесь.
Получение фигурной и криволинейной кромки
Если нужна не ровная, а скругленная или любая другая форма кромки, надо смотреть по состоянию имеющегося края. Если заготовка более-менее ровная, берете необходимую кромочную фрезу, устанавливаете ее и обрабатываете поверхность, как рассказано выше. Если поверхность слишком кривая, ее сначала доводят до нормального состояния, а потом фрезеруют.

Скругленная кромка
Это необходимо, так как ролик подшипника прокатывается по поверхности и если есть огрехи, они будут скопированы. Потому действуйте последовательно — сначала ровняйте, затем — придавайте кривизну.
Если нудна вообще криволинейная поверхность — вырезается шаблон. Рисунок наносится на фанеру толщиной 8-12 мм, сначала его можно выпилить электролобзиком, потому край довести до идеального состояния фрезером.

На фанере вычерчивают требуемый рисунок
В этом случае тоже придется работать фрезером, но пока без шаблона. Когда поверхность будет идеальной, шаблон фиксируют к заготовке и дальше уже описанная выше работа ручным фрезером по дереву. Только один момент: если снимать в некоторых местах понадобится большое количество материала, лучше это сделать лобзиком, например. Иначе фреза быстр затупится.
Видео-уроки по работе c ручным фрезером
При установке дверей необходимо врезать петли, как это сделать при помощи фрезера — в следующем видео (там же есть о том, как сделать паз, например, под установку добора).
Как сделать самодельный фрезеровальный станок из образков ламината (можно фанеры) и как сделать шиповое соединение для ящиков (стола, например) — в следующем видео
Работа ручным фрезером по дереву неплохо показана в следующем видео, но он на английском языке. Даже если вы не знаете английский, не пожалейте времени, посмотрите. Многие операции станут понятнее.
Расширить функциональные возможности ручного электроинструмента, сделать его использование более удобным, комфортным и безопасным позволяют приспособления для ручного фрезера. Серийные модели таких устройств стоят достаточно дорого, но можно сэкономить на их приобретении и сделать приспособления для оснащения фрезера по дереву своими руками.
Различного рода приспособления могут сделать из ручного фрезера по-настоящему универсальный инструмент
Основная задача, которую решают приспособления для фрезера, заключается в том, чтобы инструмент располагался по отношению к обрабатываемой поверхности в требуемом пространственном положении. Некоторые наиболее часто используемые приспособления для фрезерных станков входят в стандартную комплектацию такого оборудования. Те же модели, которые имеют узкоспециализированное назначение, приобретаются отдельно или изготавливаются своими руками. При этом у многих приспособлений для фрезера по дереву такая конструкция, что изготовить их своими руками не представляет особых проблем. Для самодельных приспособлений для ручного фрезера даже не потребуются чертежи – вполне достаточно будет их рисунков.
Среди приспособлений для фрезера по дереву, которые можно изготовить и своими руками, есть целый ряд популярных моделей. Рассмотрим их подробнее.
Параллельный упор для выполнения прямых и фигурных резов
Обеспечить устойчивость фрезера при обработке узких поверхностей можно и без специальных приспособлений. Решают такую задачу при помощи двух досок, которые крепятся с обеих сторон обрабатываемого изделия таким образом, чтобы сформировать с поверхностью, на которой выполняется паз, одну плоскость. Сам фрезер при использовании такого технологического приема позиционируется при помощи параллельного упора.
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.
Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:

 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента

Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:

 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
- Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон крепко монтируется к столу или другой поверхности.
- Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Фреза устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
- Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
- После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
 Округлая кромка.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
ЭЛЕМЕНТАРНЫЕ ПОНЯТИЯ О ТЕОРИИ РЕЗАНИЯ
§ 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
В процессе фрезерования зубья фрезы при ее вращении последовательно один за другим врезаются в надвигающуюся заготовку и снимают стружку, осуществляя резание.
Элементами резания при фрезеровании являются ширина фрезерования, глубина фрезерования, скорость резания и подача.
Ширина и глубина фрезерования
Шириной фрезерования называют ширину обрабатываемой поверхности в миллиметрах (рис. 52). Ширина фрезерования обозначается через В.

Глубиной резания при фрезеровании, или глубиной фрезерования
, или часто глубиной срезаемого слоя, называют толщину (в миллиметрах) слоя металла, снимаемого с поверхности заготовки фрезой за один проход, как это показано на рис. 52. Глубина фрезерования обозначается через t. Глубина фрезерования измеряется как расстояние между обрабатываемой и обработанной поверхностями.
Весь слой металла, который необходимо удалить при фрезеровании, называется, как указывалось выше, припуском на обработку. Глубина фрезерования зависит от припуска на обработку и мощности станка. Если припуск велик, обработку производят в несколько переходов. При этом последний переход производят с небольшой глубиной резания для получения более чистой поверхности обработки. Такой переход называют чистовым фрезерованием в отличие от чернового, или предварительного фрезерования, которое производят с большей глубиной
фрезерования. При небольшом припуске на обработку фрезерование производят обычно с одного прохода.

На рис. 53 показана ширина В и глубина фрезерования t при обработке основными видами фрез.
Скорость резания
Главным движением при фрезеровании является вращение фрезы. В процессе фрезерования фреза вращается с определенным числом оборотов, которое устанавливается при настройке станка; однако для характеристики вращения фрезы принимают не число ее оборотов, а так называемую скорость резания.
Скоростью резания
при фрезеровании называют путь, который проходят в одну минуту наиболее отдаленные от оси точки режущей кромки зуба фрезы. Скорость резания обозначается через υ.
Обозначим диаметр фрезы через D
и предположим, что фреза делает один оборот в минуту. В этом случае режущая кромка зуба фрезы пройдет в минуту путь, равный длине окружности диаметра D мм
, т. е. πD
миллиметров. В действительности фреза делает больше одного оборота в минуту. Предположим, что фреза делает n
оборотов в минуту, тогда режущая кромка каждого зуба фрезы пройдет в одну минуту путь, равный πDn мм
. Следовательно, скорость резания при фрезеровании равна πDn мм/мин
.
Обычно скорость резания при фрезеровании выражают в метрах в минуту, для чего необходимо полученное выражение скорости в мм/мин
разделить на 1000. Тогда формула скорости резания при фрезеровании примет вид:
Из формулы (1) следует, что чем больше диаметр D фрезы, тем больше скорость резания при данном числе оборотов, и чем больше число оборотов n шпинделя, тем больше скорость резания при данном диаметре фрезы.
Пример 1
. Фреза диаметром 100 мм делает 140 об/мин. Определить скорость резания.
В данном случае D
= 100 мм
; n
= 140 об/мин
. По формуле (1) имеем:
На производстве часто приходится решать обратную задачу: по заданной скорости резания υ определить число оборотов фрезы n
или ее диаметр D
.
Для этой цели применяют формулы:
Пример 2
. Обработку предложено производить при скорости резания 33 м/мин
. Фреза имеет диаметр 100 мм
. Сколько оборотов надо дать фрезе?
В данном случае υ = 33 м/мин
; D
= 100 мм
.
По формуле (2а) имеем:
Пример 3.
Скорость резания составляет 33 м/мин
. Число оборотов фрезы составляет 105 об/мин
. Определить диаметр фрезы, которую надо применить для данной обработки.
В данном случае υ = 33 м/мин
; n
= 105 об/мин
.
По формуле (26) получаем:
Не всегда на станке можно установить число оборотов шпинделя в минуту, которое точно соответствует полученному по формуле (2а). Также не всегда удается подобрать фрезу точно того диаметра, (который получается по формуле (26). В этих случаях берут ближайшее меньшее число оборотов шпинделя в минуту из имеющихся на станке и фрезу с ближайшим меньшим диаметрам из имеющихся в кладовой.

Для определения числа оборотов шпинделя при заданной скорости резания и выбранном диаметре фрезы можно пользоваться графиками. На графике рис. 54 указаны располагаемые числа оборотов шпинделя консольно-фрезерных станков второго и третьего размеров (6М82, 6М82Г и 6М12П, 6М83, 6М83Г и 6М13П), изображенные в виде лучей, вследствие чего такие графики называют лучевыми диаграммами
. На горизонтальной оси отложены диаметры фрез в мм
, а по вертикальной оси - скорости резания в м/мин
. Пользование графиком поясняется следующими примерами.
Пример 4
. Определить число оборотов шпинделя консольно-фрезерного станка 6М82Г при обработке стали цилиндрической фрезой из быстрорежущей стали диаметром 63 мм
, если задана скорость резания υ = 27 м/мин
.
По графику на рис. 54 от точки, соответствующей скорости резания 27 м/мин
, проводим горизонтальную линию до пересечения с вертикальной линией, проведенной от точки, соответствующей диаметру фрезы 63 мм
n
= 125 и n
= 160. Принимаем меньшее число оборотов n
= 125 об/мин
.
Пример 5
. Определить число оборотов шпинделя консольно-фрезерно-го станка 6М13П при обработке чугуна торцовой фрезой диаметром 160 мм
, оснащенной твердым сплавом, если задана скорость резания υ = 90 м/мин
.
По графику на рис. 54 от точки, соответствующей скорости резания 90 м/мин
, проводим горизонтальную линию до пересечения с вертикальной линией, проведенной от точки, соответствующей диаметру фрезы в 160 мм
. Искомое число оборотов шпинделя лежит между n
= 160 и n
= 200. Принимаем меньшее число оборотов n
= 160 об/мин
.
Такую лучевую диаграмму нетрудно вычертить самому для станка другой модели и размера.
Применение лучевой диаграммы упрощает подбор числа оборотов шпинделя станка и позволяет обходиться без применения формулы (2а).
Подача
Движение подачи при фрезеровании выполняется либо вручную, либо механизмом станка. Оно может быть осуществлено перемещением стола станка в продольном направлении, перемещением салазок в поперечном направлении и перемещением консоли в вертикальном направлении. У бесконсольных вертикально-фрезерных станков крестовой стол имеет продольное и поперечное перемещения, а вертикальное перемещение получает шпиндельная головка. При работе на продольно-фрезерных станках продольное перемещение имеет стол, а поперечные и вертикальные перемещения получают шпиндельные головки. При работе на круглом поворотном столе на вертикально-фрезерных станках, на карусельно- и барабанно-фрезерных станках имеет место круговая подача стола.
При фрезеровании различают:
подачу в одну минуту
- перемещение стола в миллиметрах за 1 мин.; обозначается s
и выражается в мм/мин
;
подачу на один оборот фрезы
- перемещение стола в миллиметрах за полный оборот фрезы; обозначается s 0
и выражается в мм/об
;
подачу на один зуб фрезы
- перемещение стола в миллиметpax за время, когда фреза повернется на часть оборота, соответствующую расстоянию от одного зуба до другого (на один шаг); обозначается s зy6
и выражается в мм/зуб
. Часто подачу на один зуб фрезы обозначают s z
.
На практике пользуются всеми тремя значениями подачи. Они связаны между собой простыми зависимостями:
где z - число зубьев фрезы.
Пример 6
. Фреза с 10 зубьями делает 200 об/мин
при подаче 300 мм/мин
. Определить подачу на один оборот фрезы и на один зуб.
В данном случае s
= 300 мм/мин
; n
=200 об/мин
и z
=10.
Подставляя известные величины, получаем:
Главное движение, или вращение фрезы, и движение подачи могут быть направлены навстречу друг другу - встречное фрезерование, называемое обычно фрезерованием против подачи , или в одном направлении - попутное фрезерование, называемое обычно фрезерованием по подаче .
Понятие о режиме резания при фрезеровании
Скорость резания, подача, глубина и ширина резания не могут выбираться произвольно фрезеровщиком по собственному усмотрению, так как это может вызвать преждевременное затупление фрезы, перегрузку и даже поломку отдельных узлов станка, нечистую поверхность обработки и т. д.
Все перечисленные выше элементы резания находятся в тесной зависимости друг от друга. Например, с увеличением скорости резания необходимо уменьшать подачу на зуб и снижать глубину резания, фрезерование с большой шириной резания требует уменьшения скорости резания и подачи, фрезерование с большой глубиной резания (черновую обработку) производят с меньшей скоростью резания, чем чистовую обработку, и т. д.
Кроме того, назначение скорости резания зависит от материала фрезы и материала заготовки. Фреза из быстрорежущей стали, как уже знаем, допускает большие скорости резания, чем из углеродистой стали; в свою очередь скорость резания для твердосплавной фрезы может быть в 4-5 раз выше, чем для быстрорежущей. Легкие сплавы можно фрезеровать со значительно большей скоростью резания, чем чугун. Чем тверже (крепче) стальная заготовка, тем меньше должна быть скорость резания.
Совокупность всех перечисленных выше элементов (скорость резания, подача, глубина и ширина фрезерования) в правиль-ном взаимном сочетании составляет режим резания при фрезеровании, или, сокращенно, режим фрезерования
.
Наука о резании металлов установила рациональные скорости резания и подачи при заданных глубине резания и ширине фрезерования при обработке различных металлов и сплавов для углеродистых, быстрорежущих и твердосплавных фрез, поэтому назначение режима фрезерования производится на научном основании по соответствующим таблицам, так называемым нормативам режимов резания.
- Лучшие рецепты приготовления клубничной настойки
- Что делать, если в ухо попало насекомое
- Как приготовить варенье из ирги на зиму: простые и оригинальные рецепты десертов с неповторимым вкусом
- Томатный сок на зиму Как приготовить из томатов сок на зиму
- Приметы и поверья про веник
- Житомирская областная общественно-деловая газета "эхо"
- Кем является ваша свекровь по гороскопу?